
Handling viscous, abrasive fluids is a daily reality in sectors such as mining, municipal wastewater treatment, upstream oil and gas, and large-scale government infrastructure projects. When those fluids carry high solids content, even minor inefficiencies in sludge pumping operations can clog lines, erode components, or spike energy consumption. A properly specified sludge pump, whether a surface-mounted unit or a submersible sludge pump designed for deep pits, helps prevent these disruptions, extends equipment life, and reduces unplanned downtime. These are critical metrics for procurement teams and facility managers focused on operational efficiency. Selecting the wrong unit, by contrast, often leads to chronic seal failures, premature impeller wear, and expensive retrofits that erode project ROI.
Core Operating Principle of a Sludge Pump
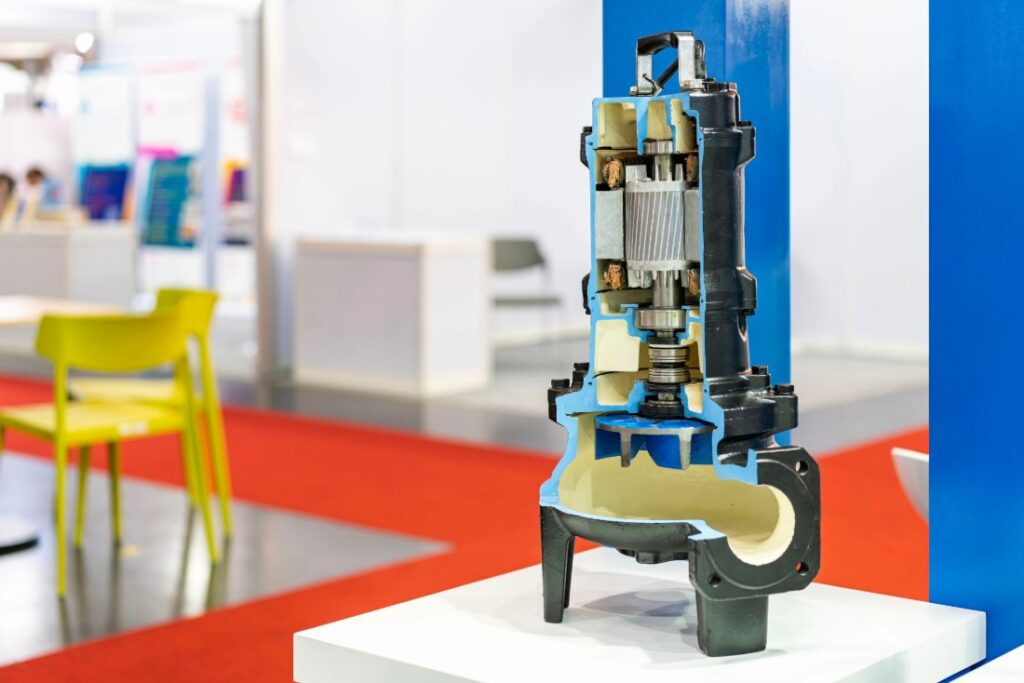
Most industrial sludge pumps operate on the principle of centrifugal force, converting rotational energy into the pressure required to move dense, solids-laden mixtures. The motor, whether electric, hydraulic, or diesel, delivers torque to the impeller. As the impeller spins, it accelerates the incoming sludge radially outward, generating a low-pressure zone at the eye that continuously draws in more fluid. Inside the volute chamber, this velocity energy is converted into discharge pressure, enabling efficient and consistent sludge pumping.
In a submersible sludge pump, the same hydraulic process occurs, but the motor is sealed and submerged beneath the liquid surface. This eliminates priming challenges and significantly reduces suction limitations. These pumps are particularly effective in deep or confined sumps where grit, sand, or settled solids must be pumped vertically, such as in mining tailings ponds, refinery separators, or municipal grit chambers. Across such demanding applications, the centrifugal mechanism enables high throughput and reduced clogging, reinforcing the sludge pump as a critical component in modern solids-handling operations.
Key Components That Make Up a Sludge Pump System
A sludge pump is only as reliable as the components driving its performance under harsh industrial conditions. Understanding these key parts helps procurement teams match the pump’s build quality to the operating environment.
- Motor: Most sludge pumps are powered by either electric or hydraulic motors. Electric motors are commonly used in fixed installations, while hydraulic options offer better mobility for remote or underwater operations. Torque output must be sufficient to handle dense, high-viscosity sludge without stalling or overheating.
- Impeller: The impeller design directly affects the pump’s ability to handle solids. Open impellers are preferred for fluids with large or irregular particles, while semi-open options provide a balance between flow efficiency and clog resistance. Material choice is critical, high-chrome alloys are widely used due to their exceptional abrasion resistance and durability in grit- and sand-laden sludges.
- Volute Casing: This is where kinetic energy from the impeller is converted into discharge pressure. In a sludge pump, the volute must be designed not just for hydraulic efficiency but also to withstand erosion. Thick walls and wear liners are often specified to extend service life.
- Seals and Bearings: These components protect against the ingress of slurry into mechanical areas. Heavy-duty shaft seals prevent leakage, while robust bearings support extended runtime. Proper selection and alignment of these parts significantly reduce maintenance intervals and unexpected shutdowns.
Together, these components ensure that the sludge pump can operate efficiently under demanding conditions, offering both performance stability and lifecycle value.
Sludge Pump vs. Mud Pump: Operational and Application Differences
Despite their similar appearance, a sludge pump and a mud pump are built for very different operating conditions and functions. Confusing the two can lead to misapplication and unnecessary maintenance issues, especially in complex projects involving wastewater, mining, or drilling operations. Sludge pumps, including surface-mounted models and the submersible sludge pump, are engineered for moving high volumes of dense, solids-laden fluids over short to moderate distances. They typically operate at lower pressure ranges, often between 10 and 24 bar, which is sufficient for tasks such as transferring sludge from clarifiers to digesters or removing settled grit from deep pits. Their design prioritizes solids handling, with components that tolerate abrasives and fibrous materials without clogging or rapid wear, enabling reliable sludge pumping even in highly abrasive environments.
Mud pumps, by contrast, are designed for high-pressure circulation in oil and gas drilling. These pumps often generate pressures well above 300 bar to maintain drilling fluid circulation deep underground. The fluid they move, drilling mud, is carefully formulated and typically less abrasive than raw sludge. However, the pump must maintain flow at extreme depths, which demands a completely different build specification, often involving reciprocating positive-displacement mechanisms.
For procurement teams or engineering managers comparing a sludge pump vs mud pump, it’s essential to consider not just the pressure and flow-rate requirements but also the nature of the material being pumped. Sludge pumps, particularly when specified as a submersible sludge pump for deep sumps, offer excellent reliability in abrasive and corrosive environments. In contrast, mud pumps excel in high-pressure, controlled fluid circulation. Misapplying a mud pump in a wastewater facility or using a sludge pump in a drilling application often results in inefficiency, equipment failure, or unnecessary overspending. Understanding these operational differences ensures that each pump type is deployed where it performs best, maximizing ROI, minimizing downtime, and delivering consistent sludge pumping performance.

Types of Pumps Used for Sludge Transfer and When to Use Them
Selecting the right sludge pump configuration is critical for ensuring reliable performance in high-solids environments. Each pump type is designed to handle different sludge characteristics, such as viscosity, abrasiveness, or rag content, and matching the pump to the application directly impacts uptime, maintenance frequency, and system efficiency.
Centrifugal pumps are the most common choice for low to medium-viscosity sludge where high flow rates are required. Their impeller-driven design efficiently moves large volumes of fluid with minimal pulsation, making them ideal for sludge recirculation in municipal clarifiers or industrial settling tanks. However, they are less suitable for sludge containing high concentrations of fibrous or abrasive solids.
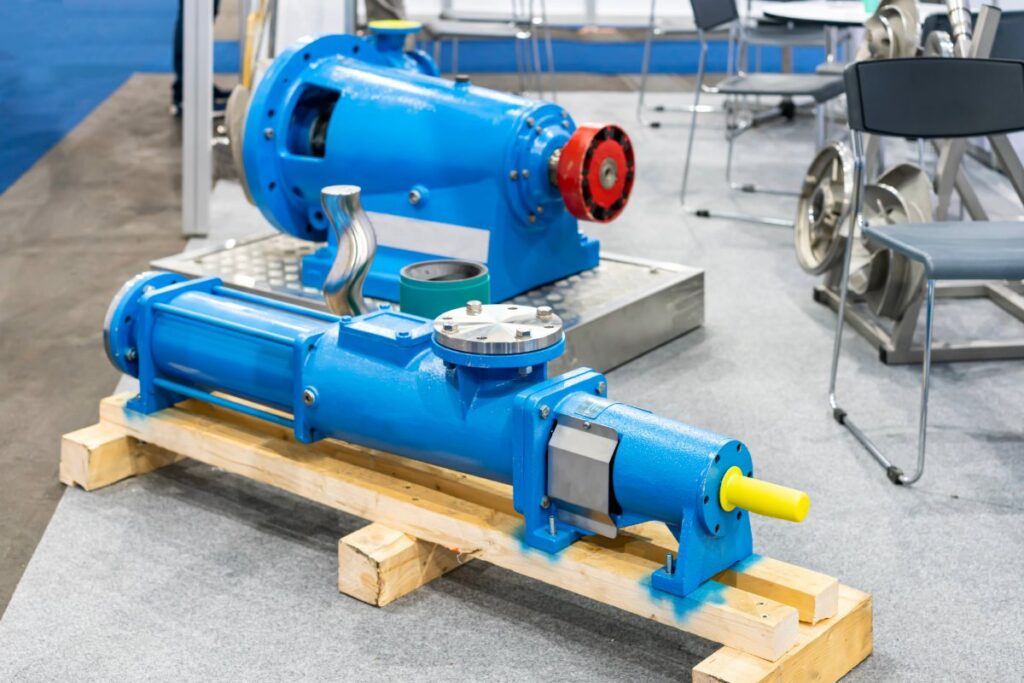
For more viscous or shear-sensitive sludge, progressive cavity pumps offer a reliable alternative. These positive displacement pumps move fluid in a continuous, sealed flow path, making them well-suited for metering applications or where the consistency of sludge must be preserved. They’re frequently used in municipal digesters and thickened sludge transfer, where flow control is essential.
Peristaltic pumps, also known as hose pumps, excel in highly abrasive or rag-laden environments. The absence of internal valves or impellers makes them resistant to clogging, and their dry-run capability provides an additional layer of protection in systems where flow interruptions are common. These pumps are often used in military waste handling systems, chemical sludge transfer, and mobile dewatering setups.

The submersible sludge pump is specifically designed for submerged applications, such as deep mining sumps, wastewater lift stations, or remote excavation pits. With the motor and pump integrated into a sealed unit, these pumps eliminate the need for priming and perform efficiently even in confined or unmanned locations. Built-in agitators and hardened impellers allow submersible sludge pumps to break down and move settled solids without clogging, offering a dependable solution for heavy-duty sludge pumping in harsh conditions.
Across industries like mining, oil and gas, and public utilities, aligning pump type with sludge composition ensures sustained performance and reduces the total cost of ownership.
Working Mechanics of Slurry Pumps (as a Subset of Sludge Pumps)
While all slurry pumps can be considered a type of sludge pump, not all sludge pumps are designed to handle the specific challenges associated with abrasive fluid handling. Slurry pumps are specialized for transporting high-density mixtures containing fine particles and mineral solids, typically found in mining, mineral processing, and dredging operations where continuous sludge pumping is essential to system throughput and reliability.
The operating principle centers on centrifugal energy. A high-speed rotating impeller creates a low-pressure zone that draws slurry into the pump. As the impeller accelerates the fluid radially, kinetic energy is imparted to the mixture. This energy is then converted into pressure energy within the volute casing, allowing the slurry to be discharged at the required flow and head conditions. This same principle is also applied in a submersible sludge pump, which allows operators to deploy the pump in deep sumps or submerged tanks where suction lift limitations would otherwise reduce efficiency.
One of the key distinctions between a general sludge pump and a slurry pump lies in design resilience. Slurry pumps are designed to withstand extreme erosion and cavitation resulting from continuous exposure to abrasive solids. To mitigate wear, these pumps often feature high-chrome iron impellers, rubber-lined casings, or hardened alloy components that come into contact with the fluid. Internal clearances are also optimized to handle particle-laden fluids without clogging or excessive turbulence. In contrast, a submersible sludge pump may prioritize sealing integrity and clog-resistance over extreme erosion protection, making the selection of pump type highly application-specific.
In real-world scenarios such as tailings transport, thickener underflow, or cyclone feed in mineral processing plants, slurry pumps are the preferred solution. Their ability to move abrasive mixtures at consistent pressures without rapid component degradation makes them indispensable in operations where fluid aggressiveness would damage standard sludge pumping systems. For decision-makers in procurement or engineering roles, recognizing when a project requires a slurry-specific solution versus a conventional sludge pump can drastically improve both system longevity and operational ROI.
Practical Selection Criteria for Sludge Pumps in Demanding Environments
Choosing the right sludge pump begins with a clear understanding of the fluid characteristics and operational constraints of the site. In heavy-duty applications, whether in a wastewater treatment facility, an oilfield operation, or a remote military base, failure to align pump design with real-world conditions can lead to persistent clogging, reduced efficiency, and escalating maintenance costs.
Start by assessing viscosity and particle size. Sludge with a high concentration of solids or fibrous material requires pumps with larger passageways and non-clogging impellers. Centrifugal pumps may be ideal for lower-viscosity sludges, while progressive cavity or peristaltic models perform better when handling thicker, more abrasive media.
Abrasion level is another critical factor. If the sludge contains sand, grit, or other highly erosive materials, then material selection becomes paramount. High-chrome alloys, reinforced casings, and wear-resistant liners are essential for withstanding long-term exposure. In deep or flooded pits where suction lift is impractical, a submersible sludge pump provides a compact and efficient solution with minimal priming requirements.
The depth of the sump and installation access often dictate whether a surface-mounted or submersible sludge pump is appropriate. Submersible sludge pumps are recommended for confined spaces or when consistent fluid levels make traditional suction setups inefficient.
For government tenders and military use, where equipment must be robust, portable, and field-serviceable, pumps with dry-run capability, modular design, and minimal electrical dependencies are preferred. Oilfield contractors benefit from pumps with abrasion resistance and high throughput, especially for drilling waste or production sludges. Municipal engineers typically prioritize energy efficiency, reliability, and compliance with wastewater handling standards.
Key ROI considerations include:
- Lifespan of wetted components under abrasive conditions
- Maintenance frequency and ease of servicing
- Energy efficiency under variable load conditions
- Clog-resistance in unpredictable or high-solids sludge flows.
When these selection factors are weighed properly, organizations can minimize unplanned downtime and operating costs while ensuring long-term system reliability.
Selecting the Right Sludge Pump for Maximum Performance
Selecting the right sludge pump requires more than just matching flow rates and discharge pressures; it demands a clear understanding of pump mechanics, sludge properties, and the demands of the operating environment. Whether you’re dealing with light biosolids, abrasive mining tailings, or chemically aggressive waste, the choice between centrifugal, progressive cavity, peristaltic, or submersible sludge pump models must align with real-world variables, such as viscosity, solids content, and sump accessibility.
Throughout this guide, we’ve explored the principles behind sludge pumping, compared pump types, and examined how core components, from impellers to seals, impact reliability and service life. The right pump not only enhances throughput and reduces maintenance but also delivers measurable returns in energy savings, uptime, and operational stability.If you’re evaluating sludge pumping solutions for a current project or long-term infrastructure investment, the experts at Celtic Pumps and Dredges are ready to assist. Our team can help you specify the ideal pump system tailored to your industry and application, ensuring performance you can trust in even the toughest conditions.

